You need 50 to 200 parts. Not thousands. But finding a CNC shop that wants your small batch—and can do it right—feels harder than it should be.
Some shops quote too high because they’re set up for mass production. Others don’t have the right equipment for your specific part type. The result? You either overpay or end up with inconsistent quality.
This guide cuts through the confusion. Instead of generic advice, we’ll focus on matching your part type to the right supplier’s capabilities—because a cylindrical part needs a different kind of shop than a complex prismatic part.
First, Know Your Part Type: Rotary vs. Prismatic
CNC parts fall into two broad families. The distinction matters more than you might think—it determines which machines, skills, and tooling a supplier needs to have.

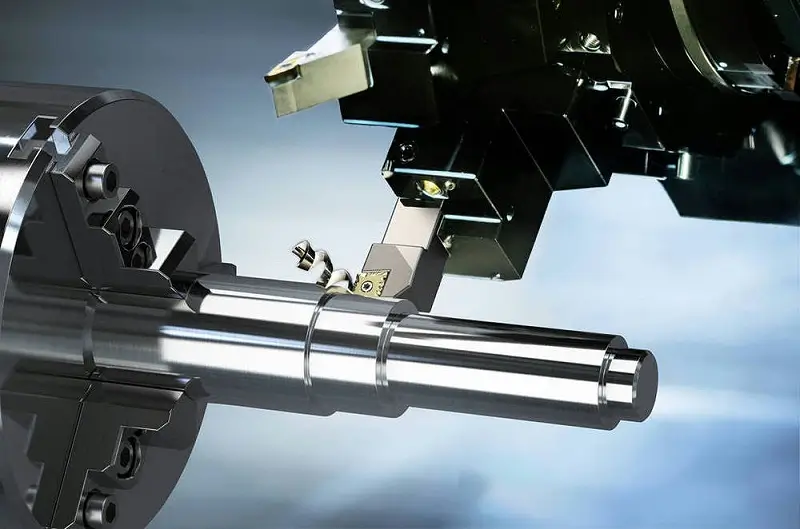
Rotary Parts (Cylindrical / Axisymmetric)
These parts are defined by rotation around a center axis. Think shafts, pins, bushings, threaded rods, and discs.
- Best process: CNC turning (lathe), often with live tooling for secondary operations
- Typical features: Diameters, grooves, threads, tapers, cross-holes
- Key challenges: Concentricity, surface finish, long slender sections
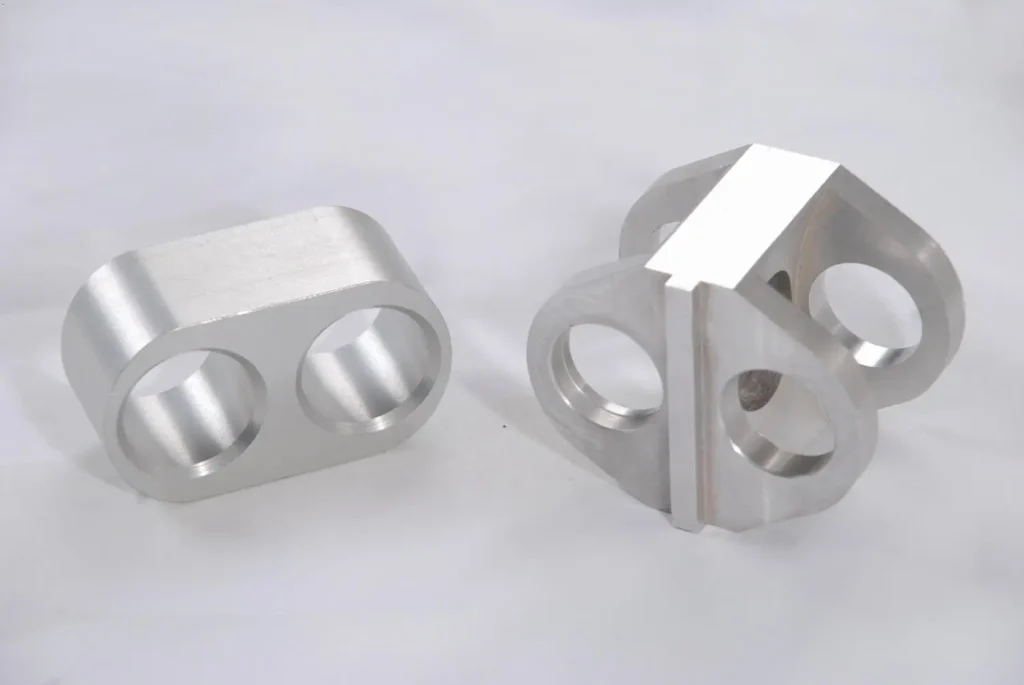
Prismatic / Complex Parts (Multi‑Face, Irregular)
These parts have features on multiple faces—brackets, housings, blocks, and anything with pockets, ribs, or undercuts.
- Best process: CNC milling (3‑axis, 4‑axis, or 5‑axis)
- Typical features: Pockets, holes at angles, contoured surfaces, thin walls
- Key challenges: Setup accuracy, tool access, thin-wall deformation
Important note: Many parts combine both—for example, a shaft with a milled flat or a housing with a turned boss. That’s where you need a shop with both turning and milling capabilities (and ideally live tooling on lathes).
What to Look for in a Supplier – By Part Type
Once you’ve identified your part family, use these checklists to evaluate suppliers.
For Rotary Parts (Turning‑Dominant)
| Capability to Check | Why It Matters |
|---|---|
| Number of CNC lathes | More lathes = capacity for your batch; small shops with 1-2 lathes may push your order back. |
| Live tooling capability | Allows milling, drilling, and tapping on the lathe—eliminates secondary operations. |
| Maximum turning diameter / length | Ensure your part fits. For long slender shafts, ask about steady rest or guide bushing (Swiss) capabilities. |
| Material experience | Hard metals (stainless, titanium) require rigid machines and experience with tough materials. |
| Inspection for roundness / concentricity | Rotary parts often demand tight concentricity. Ask if they use roundness testers or CMM. |
For Prismatic / Complex Parts (Milling‑Dominant)
| Capability to Check | Why It Matters |
|---|---|
| Axis count (3‑axis vs 4‑axis vs 5‑axis) | Parts with features on multiple faces benefit from 4‑axis (indexing) or 5‑axis (continuous) to reduce setups and improve accuracy. |
| Machine table size / travel | Critical for large housings or multiple parts per fixture. |
| Thin‑wall experience | If your part has walls under 3mm, ask for examples. Thin-wall aluminum is a specialty—not all shops handle it well. |
| Tool library & high‑speed machining | Complex 3D contours (molds, impellers) require high-speed spindles and advanced CAM programming. |
| In‑house CMM | For tight tolerances (±0.01mm or better), CMM inspection ensures repeatability across your batch. |

Mixed Parts: The Turn‑Mill Advantage
If your part combines turned features (cylindrical surfaces) with milled features (flats, cross‑holes, slots), you have three options:
- Separate suppliers: One for turning, another for milling. Risk: mismatched datums, double handling, longer lead time.
- Turn then mill at same shop: Better coordination, but still requires two setups and extra fixturing.
- Turn‑mill (live tooling lathe or mill‑turn center): All operations in one machine, one setup. Best accuracy, shortest lead time, often lower overall cost for small batches.
When sourcing mixed parts, prioritize shops with live tooling lathes or dedicated mill‑turn equipment. This single‑setup capability eliminates tolerance stacking and reduces your vendor management overhead.
5 Questions to Ask Any Small‑Batch CNC Supplier
Beyond equipment, small‑batch success depends on how a shop operates. Ask these questions before placing your order.
- “Do you have a minimum order quantity (MOQ)?” – Some shops refuse small batches; others specialize in them. Find the latter.
- “How do you handle setup cost for small runs?” – Some shops waive or reduce setup fees if you’re flexible on lead time. Ask for a breakdown.
- “Can you provide inspection reports for the full batch?” – For critical parts, you want documentation, not just a “we checked them” promise.
- “What’s your typical lead time for a 50‑200 part order?” – Small‑batch shops often quote 2‑3 weeks. Longer means they’re prioritizing larger customers.
- “Do you offer design feedback (DFM) before machining?” – A good shop will review your design and suggest cost-saving changes before cutting metal.
Case in Point: Two Parts, Two Different Suppliers
Here’s how matching part type to supplier capability played out in two recent projects.
Part A: Aluminum Shaft (Rotary)

Specs: Ø25mm × 150mm, with threads, grooves, and a cross‑hole.
Wrong match: A milling-focused shop with only 3‑axis mills tried to do it with multiple setups—cost was high and concentricity suffered.
Right match: A shop with CNC lathes and live tooling ran the entire part in one operation. Cost reduced by 35%, concentricity within 0.01mm.
Part B: Aluminum Electronics Housing (Prismatic)

Specs: 80×80×20mm, with pockets on top, mounting holes on bottom, and thin walls (1.5mm).
Wrong match: A turning-focused shop attempted with a 3‑axis mill but lacked thin‑wall experience—deformation caused 20% scrap.
Right match: A shop with 4‑axis milling and thin‑wall expertise ran it in one setup with optimized toolpaths. Yield rate: 98%.
Summary: Your Small‑Batch Supplier Checklist
| If Your Part Is… | Look for a Shop With… |
|---|---|
| Rotary (shafts, pins, bushings) | CNC lathes, live tooling, experience in your material |
| Prismatic (brackets, housings, blocks) | 4‑axis or 5‑axis milling, thin‑wall expertise, CMM inspection |
| Mixed (turned + milled features) | Turn‑mill (live tooling lathes) or mill‑turn centers |
| Any small batch | No MOQ, transparent DFM feedback, quick communication |
Need a Small‑Batch Partner? Let’s Match Your Part Type
At MachCNCMaster, we operate 40+ 4‑axis machining centers and 8 CNC lathes with live tooling—giving us the flexibility to handle rotary, prismatic, and mixed parts efficiently, even in small batches.
We specialize in batches from 10 to 500 pieces, with no MOQ. We provide free DFM feedback on your design and full inspection reports when you need them.
Send us your CAD file (STEP or IGES) and tell us your batch size. We’ll recommend the best process—turning, milling, or turn‑mill—and give you a clear, competitive quote.