Imagine trying to machine a complex turbine blade or a medical implant on a standard 3‑axis mill. You would need multiple setups, custom fixtures, and hours of manual intervention—and even then, you might not achieve the required precision. Now imagine completing the same part in a single setup, with the cutting tool approaching from any angle, achieving micron‑level accuracy and a flawless surface finish. This is the power of 5‑axis CNC machining.
As manufacturing engineer who has witnessed the evolution of CNC technology, I can confidently say that 5‑axis machining represents the pinnacle of precision manufacturing. In this comprehensive guide, we’ll explore what 5‑axis machining really means, how it works, and why it has become essential for industries ranging from aerospace to medical devices.
Understanding the Basics: What Does “5‑Axis” Actually Mean?
Before diving into the technology, let’s clarify what we mean by “axes” in CNC machining. According to ISO standards, CNC machines operate within a right‑hand coordinate system :
- Linear axes: X (left‑right), Y (front‑back), and Z (up‑down)
- Rotational axes: A (rotation around X), B (rotation around Y), and C (rotation around Z)
A 5‑axis CNC machine combines all three linear axes with two of the three rotational axes (typically A and C, or B and C). This configuration allows the cutting tool or the workpiece to tilt and rotate, enabling the tool to approach the part from virtually any direction .

The Two Faces of 5‑Axis Machining: 3+2 vs. Full Simultaneous
Not all 5‑axis machining is created equal. There are two distinct strategies, each with its own strengths and ideal applications .
| Aspect | 3+2 Machining (Positional) | Full 5‑Axis Machining (Simultaneous) |
|---|---|---|
| Rotary Axis Use | Fixed during cut | Dynamic during cut |
| Process | Rotate workpiece into position, lock axes, machine | All five axes move simultaneously during cutting |
| Best For | Multi‑face drilling, pocketing, prismatic parts | Complex surfaces, freeform geometries, undercuts |
| Programming Complexity | Moderate | High |
| Surface Finish | Good, but may show blend lines | Superior, with smooth transitions |
| Machine Control Needs | Standard 5‑axis controller | RTCP/TCPC essential for accuracy |
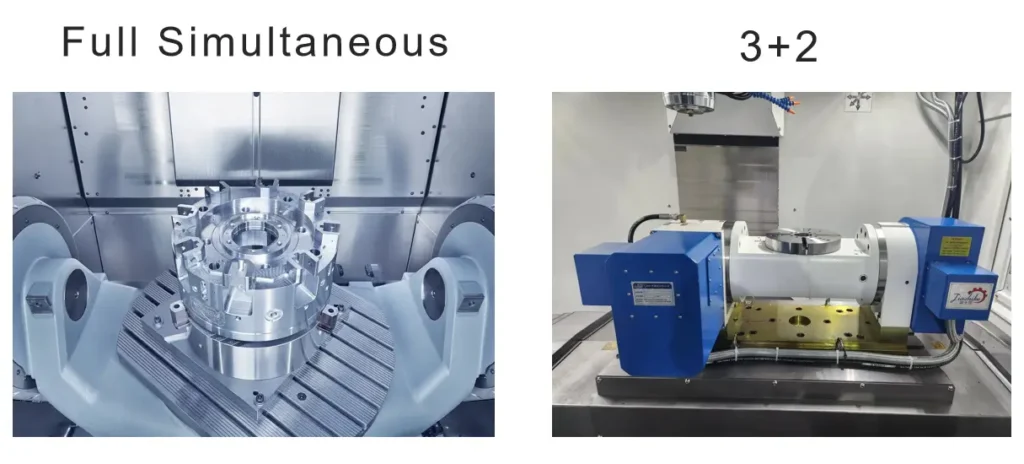
3+2 Machining (Positional 5‑Axis)
In 3+2 machining, the A and B axes rotate the workpiece into the desired orientation, then lock in place while machining occurs using the X, Y, and Z axes . Once complete, the part rotates to a new position, and the process repeats .
This approach is ideal for parts requiring machining on multiple faces—such as prismatic components with drilled holes on five or six sides—without the complexity of simultaneous 5‑axis programming .
Full Simultaneous 5‑Axis Machining
Full 5‑axis machining allows all five axes to move simultaneously during cutting . The G‑code commands all axes to reach their target positions at the same time, producing smooth, curved surfaces .
This capability is essential for complex geometries like:
- Turbine blades with twisted airfoils
- Impellers with curved vanes
- Medical implants with organic contours
- Deep cavities with undercuts
Why Go 5‑Axis? The Three Core Advantages
1. Micron‑Level Precision with Single‑Setup Machining
The most significant advantage of 5‑axis machining is the ability to complete complex parts in a single setup . Traditional 3‑axis machining often requires multiple fixtures and reorientations, each introducing potential errors .
With 5‑axis technology:
- Cumulative errors from multiple clamping operations are eliminated
- Positioning accuracy within 0.005 mm is achievable
- Part consistency and quality improve dramatically
Industry data shows impressive gains: aerospace blade pass rates increase from 85% with 3‑axis to 99% with 5‑axis machining .
2. Higher Efficiency and Lower Production Costs
Five‑axis machining improves efficiency through optimized cutting processes, not just higher speeds :
- Single setup reduces auxiliary time significantly
- Processing efficiency improves by 30% or more
- Tool life can increase by up to 140% due to optimal cutting angles and reduced cutting forces
Real‑world example: Automotive gearbox housing machining time was reduced from 4 hours to just 1.5 hours using 5‑axis technology .
3. No‑Dead‑Angle Machining for Complex Geometries
Five‑axis machines use dual rotary axes and RTCP (Rotational Tool Center Point) control to achieve full spatial machining . This enables:
- Access to deep cavities, undercuts, and irregular surfaces
- Avoidance of tool collisions
- Maintenance of stable cutting posture
In rocket nozzle deep‑cavity machining, 5‑axis technology allows tools to tilt and rotate the workpiece, achieving surface roughness below Ra0.8 and eliminating secondary polishing .
5‑Axis vs. 3‑Axis: A Side‑by‑Side Comparison
Understanding the differences helps determine which technology suits your needs .
| Factor | 3‑Axis Machining | 5‑Axis Machining |
|---|---|---|
| Axes of Movement | X, Y, Z (linear only) | X, Y, Z + two rotational axes |
| Setups Required | Multiple for complex parts | Single setup for most parts |
| Part Complexity | Limited to flat or prismatic shapes | Handles freeform surfaces, undercuts, deep cavities |
| Accuracy | 0.01 mm typical; errors from re‑fixturing | 0.005 mm achievable; no cumulative errors |
| Tool Length | Longer tools needed for deep features; more vibration | Shorter, rigid tools possible; less vibration |
| Surface Finish | Good | Superior, with smooth transitions |
| Cost | Lower machine cost; higher labor cost for setups | Higher machine cost; lower labor cost per part |
| Typical Applications | Brackets, plates, simple enclosures | Turbine blades, implants, molds, complex aerospace parts |
Key Applications Across Industries
Five‑axis CNC machining has become essential across multiple sectors :
Aerospace
- Turbine blades and impellers with complex curved surfaces
- Structural components requiring lightweight designs
- Titanium and high‑strength alloy parts with tight tolerances
Medical
- Custom implants (hip, knee, cranial) requiring micron‑level accuracy
- Surgical instruments with intricate geometries
- Bone plates and dental components
Automotive
- Engine components and gearbox housings
- Prototyping and high‑mix, small‑lot production
- Custom cooling systems for electric vehicles
Mold & Die Manufacturing
- Complex cavity surfaces with excellent finishes
- Reduced hand polishing requirements
Electronics
- Detailed circuit boards
- Miniaturized components for modern devices
Materials Compatible with 5‑Axis Machining
5‑axis machining works with virtually any machinable material. The difference is that the process’s efficiency often justifies using more expensive or difficult‑to‑machine materials:
- Aluminum (6061, 7075, 2024): Lightweight, easy to machine, ideal for aerospace and automotive.
- Stainless Steel (303, 304, 316): Corrosion‑resistant, used in medical and food processing.
- Titanium (Grade 2, Grade 5): High strength‑to‑weight ratio, biocompatible, but challenging. 5‑axis allows for optimal tool engagement to extend tool life.
- Inconel & Superalloys: Used in extreme environments like turbine engines. These materials work‑harden quickly and require rigid 5‑axis machines.
- Tool Steels (H13, D2, A2): Common in mold and die work.
- Plastics (PEEK, Ultem, PTFE): High‑performance engineering plastics used in medical and aerospace.
- Composites (Carbon Fiber, G10): Abrasive materials that benefit from the consistent tool engagement of 5‑axis.
The Technology Behind 5‑Axis Precision
Machine Configurations
Five‑axis machines come in several configurations :
- Trunnion style: The workpiece rotates on a tilting table (A and C axes); most common configuration
- Gantry style: The workpiece remains stationary; the spindle head tilts (A and B axes); offers unparalleled build volumes
- Hybrid designs: Combinations that optimize reach and part size
Critical Control Technologies
RTCP (Rotational Tool Center Point) or TCPC (Tool Center Point Control) is essential for full 5‑axis machining . This feature automatically compensates for tool length and rotary axis movements, maintaining the tool tip at the programmed position regardless of orientation .
Without RTCP, any change in tool length requires recalculating the entire G‑code program .
Automation Integration
Modern 5‑axis machining increasingly integrates with :
- Robotic automation for lights‑out production
- Pallet systems for continuous operation
- Advanced tooling with coolant‑through capabilities
- Extended tool magazines (up to 100 tools)
The Future of 5‑Axis Machining
Five‑axis technology is rapidly evolving toward intelligent and automated manufacturing :
AI and Machine Learning Integration
- AI‑driven tool wear prediction
- Real‑time machining error detection
- Automated cutting parameter optimization
Smart Toolpath Planning
- Machine learning for optimal tool orientation
- Collision avoidance algorithms
- Reduced cycle times through intelligent path generation
Hybrid Manufacturing
- Integration with additive manufacturing
- Repair and remanufacturing capabilities
- Enhanced material efficiency
As one industry analysis puts it: “From the ‘planar freedom’ of three‑axis machine tools to the ‘rotational freedom’ of four‑axis, and then to the ‘spatial freedom’ of five‑axis, this technological leap represents a qualitative change in manufacturing thinking—from ‘segmented assembly’ to ‘integral forming'” .
Challenges and Considerations
While 5‑axis machining offers extraordinary capabilities, it also presents challenges :
Programming Complexity
- Full 5‑axis requires advanced CAM software and skilled programmers
- Post‑processor complexity is significantly higher
- Simulation and collision checking are essential
Machine Investment
- 5‑axis machines represent a significant capital investment
- However, entry‑level options are becoming more affordable (e.g., HAAS UMC 500 starting around $133K)
Tool Length Management
- For machines with pivoting heads, tool length must be measured from the pivot point
- Physical tool length must exactly match CAM definitions
Learning Curve
- Operators need training on rotary axis programming
- Probing and compensation techniques require new skills
Making the Choice: When to Go 5‑Axis
Consider 5‑axis machining when :
- Your parts require machining on multiple faces
- You’re working with freeform or contoured surfaces
- High accuracy and smooth surface finishes are critical
- You want to reduce cycle times and eliminate multiple setups
- You’re in industries like aerospace, medical, or mold making
Consider 3+2 machining if:
- You’re transitioning into 5‑axis work
- Your parts are mostly prismatic with features on multiple sides
- You want lower programming complexity and faster setup
Conclusion
Five‑axis CNC machining represents the pinnacle of precision manufacturing—the ability to machine complex parts in a single setup with micron‑level accuracy, superior surface finishes, and dramatic efficiency gains. From aerospace turbine blades to medical implants, this technology enables geometries and tolerances that were previously impossible.
The leap from 3‑axis to 5‑axis isn’t just an incremental improvement; it’s a fundamental shift in manufacturing capability—from “can we machine this?” to “how perfectly can we machine this?”
At XINRICO, we specialize in advanced 5‑axis CNC machining solutions tailored to your most demanding projects. Whether you need complex aerospace components, precision medical implants, or intricate automotive parts, our team of experienced engineers has the expertise and equipment to deliver exceptional results. We combine state‑of‑the‑art 5‑axis technology with rigorous quality control, competitive pricing, and fast lead times.
Contact XINRICO today to discuss your project requirements or request a quote. Let’s push the boundaries of precision manufacturing together.