In the world of custom manufacturing, there is a fine line between a high-performance part and an overpriced one. Many engineers design for “theoretical perfection,” but in CNC machining, every extra degree of precision has a literal price tag. A minor adjustment in a CAD file can often reduce the unit price of a part by 20% to 50% without compromising functionality.
At xinrico, we see thousands of designs a year. To help you optimize your budget, we’ve compiled the five most common design “cost-drivers” and how you can fix them before hitting “request a quote.”
Over-Specifying Tolerances
It is tempting to label every dimension with a tight tolerance of $\pm0.01mm$ to be safe. However, tight tolerances require specialized cutting tools, slower feed rates, and significantly more manual inspection time.
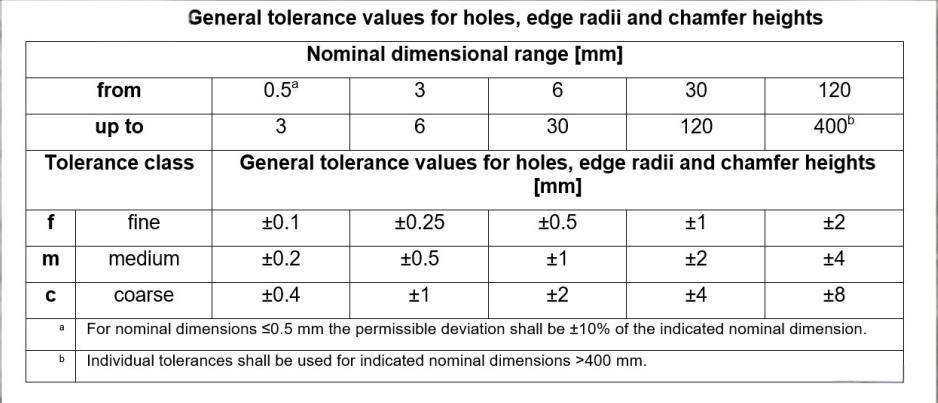
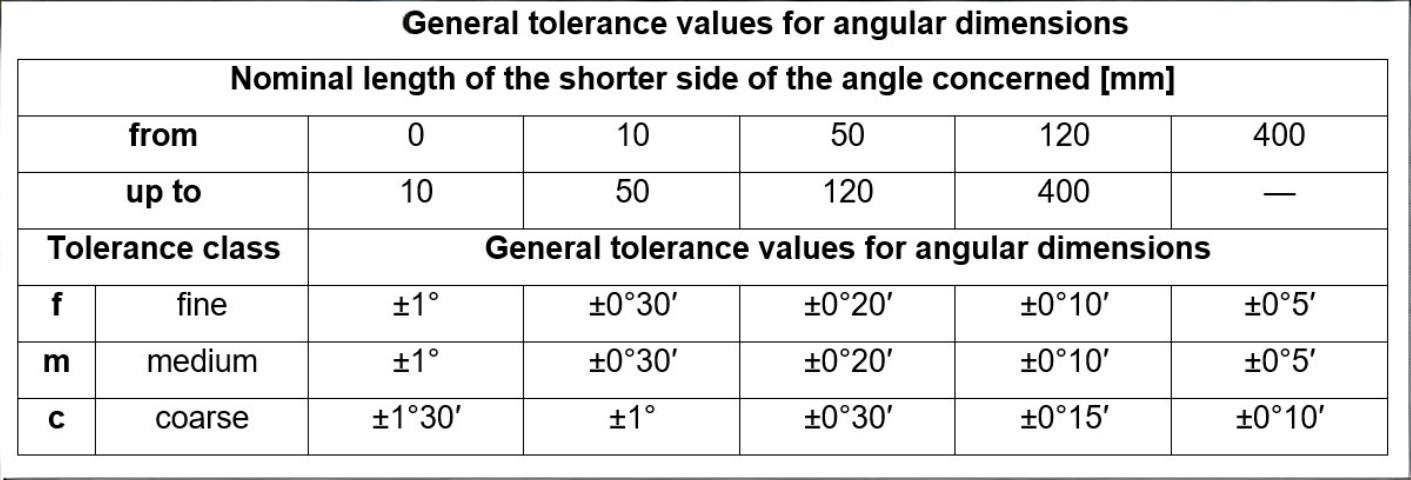
The Fix: Use “Tight” tolerances only for critical mating surfaces (where two parts touch). For non-critical features, stick to the international standard ISO 2768-m (Medium).
The Saving: Increasing a tolerance from $\pm0.02mm$ to $\pm0.1mm$ can reduce machining time by nearly 30%.
Designing Deep, Narrow Pockets
CNC milling tools are essentially high-speed drill bits. When a design requires a very deep, narrow pocket, the tool must be long and thin. These long tools are prone to “chatter” (vibration), which ruins the surface finish and risks breaking the tool inside your part.
The Fix: Keep the depth of a pocket to less than 4x its width. If you must go deeper, design the internal corner radii as large as possible to allow for a thicker, more rigid tool.
The Saving: Shorter tools allow for faster “aggressive” cutting, lowering the machine-hour cost significantly.
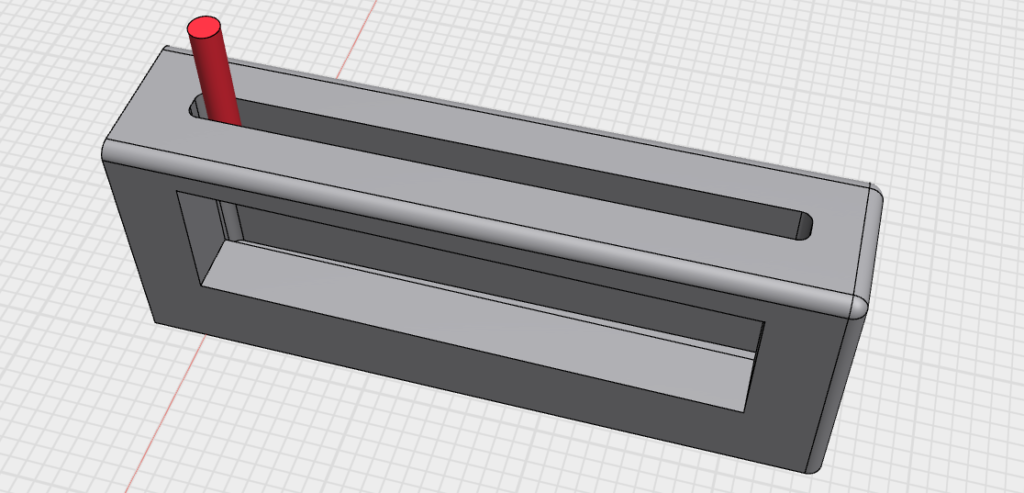
“Impossible” Internal Vertical Corners.
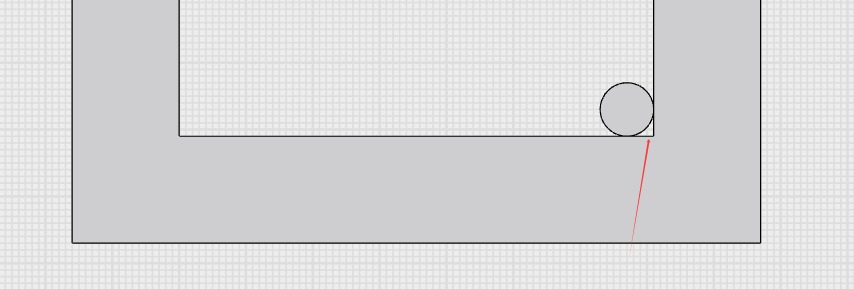
Because CNC milling tools are round, they cannot physically cut a perfectly sharp, 90-degree internal corner. If your CAD file has sharp internal corners, the machinist must use expensive EDM (Electrical Discharge Machining) to “burn” the corner square.
The Fix: Always add a radius to internal vertical corners. Ideally, make the radius 10% larger than the tool intended to cut it (e.g., use a 3.3mm radius for a 6mm tool). This allows the tool to circulate the corner without stopping.
The Saving: Eliminating the need for EDM can save you hundreds of dollars per batch.
Excessive Thread Depth
A common misconception is that deeper threads make a stronger connection. In reality, the first three threads of a bolt carry the vast majority of the load. Tapping a hole deeper than necessary increases the risk of the tap snapping off—a mistake that often results in the entire part being scrapped.
The Fix: Limit thread depth to a maximum of 2x the hole diameter. For a 5mm hole, 10mm of thread is more than enough for maximum strength.
The Saving: This reduces the risk of scrap and speeds up the tapping process during mass production.
Demanding “Mirror” Surface Finishes

While a “Mirror Polish” looks impressive, it often requires hours of manual labor or secondary machine passes. If the part is hidden inside an assembly, this is wasted capital.
The Fix: Unless aesthetics are vital, request an “As-Machined” finish (Ra 3.2um). It is the most cost-effective finish and is perfectly suitable for most industrial applications.
The Saving: Avoiding high-grit polishing or specialized bead blasting can shave 10-15% off your total invoice.
Get a Free DFM Analysis Today
Don’t guess if your design is cost-effective. At Xinrico we believe in being partners, not just vendors. When you submit a quote request, our engineering team provides a free Design for Manufacturability (DFM) report. We identify these five mistakes (and more) to help you get the best parts at the lowest possible price.